精品橱窗

Pe管焊接工艺评定报告样本pe燃气管焊接工艺评定焊接工艺评定pe管材焊接工艺标准燃气用聚乙烯管道焊接技术规则***版本焊接工艺评定报告范本燃气管道焊接工艺评定3pe工艺评定规程
| 产品特性: | PE焊评 | 检测类型: | 行业检测 |
|---|---|---|---|
| 行业类型: | 材料分析 | 别称: | PE管焊接工艺评定 |
| 项目1: | 氧化诱导时间 | 项目2: | 断裂伸长率 |
| 项目3: | 熔体质量流动速率 | 项目4: | 静液压强度 |
| 报告: | 国家试验室 | 周期: | 20个工作日 |
| 证件: | 邮寄 |
燃气用聚乙烯管道焊接工艺评定及其重要性
20世纪70年代,欧洲聚乙烯(PE)管道在燃气领域得到迅速推广使用,而国内在1982年上海开始使用聚乙烯(PE)管道输送城镇燃气,2000年以后燃气用聚乙烯(PE)管道在我国得以迅速推广使用,聚乙烯(PE)管道以其质量可靠、运行安全、维护简便、费用经济等优点,在城镇中低压燃气输配系统中已成为取代金属管道的主要选择。

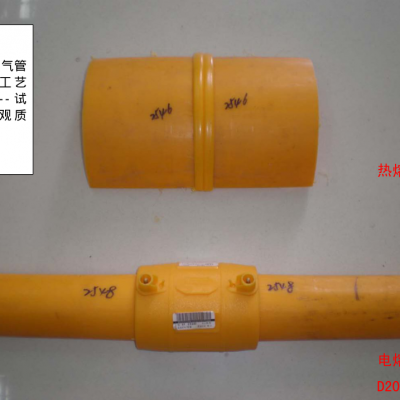
聚乙烯(PE)管道在210℃左右会出现粘流状态,在此温度下如果让其充分接触,并保持一定的压力及不产生位移,冷却后即可形成牢固的接头。按照TSG D2002-2006《燃气用聚乙烯管道焊接技术规则》要求:进行热熔对接焊接、电熔承插焊接和电熔鞍形焊接的管道焊接,应当按照本规则的规定进行焊接工艺评定,焊接应当按评定合格的焊接工艺规程进行。管道焊接工艺参数一般由管材生产厂家提供,其实验室得出的数据与施工现场情况相比容易出现一些误差。为了***聚乙烯(PE)管道50年的使用寿命在***所使用的管道元件、焊接机具符合相应标准的基础上,必须对焊接质量进行控制。因此,根据施工中的实际情况,做好相应的焊接工艺评定工作,才能建立起一套适合自己的质量控制系统。
聚乙烯(PE)管道的焊接分“热熔连接”、“电熔连接”两种,按照CJJ33-2005《城镇燃气输配工程施工及验收规范》中的规定,对于直径小于90mm的管道宜采用电熔连接:直径大于等于90mm的管道可采用电熔连接或热熔连接,但以热熔连接为主,个别无法进行热熔连接的则采用电熔连接。对于小口径的管道,电熔连接接头质量是相当可靠的,为了减少焊接工艺评定的工作量,在实践中我们只对直径大于等于90mm的管道进行焊接工艺评定,评定按连接方式分“电熔接头”、“热熔接头”两大类。
1 电熔接头的焊接工艺评定要求
电熔连接可靠性较高,受各类因素影响小,只要按配件上标明的参数进行焊接,一般都能得到合格的焊口。电熔承插焊接和电熔鞍形焊接的焊接工艺评定由管道元件制造单位在产品设计定型时进行,管道安装单位进行验证。在施工实践中,电熔连接一般用来对两条各自固定的管道进行连头,由于安装的偏差,其连接的管道往往有一定程度的不同轴度,
(1) 同一等级、规格,不同生产厂家生产的管材一-从理论上讲,不同生产厂家的产品只要质量符合***,其焊接工艺评定应该能相互覆盖,但在施工实践中,我们发现由于不同生产厂家其生产管材的原材料质量不一致以及生产工艺的差别,导致其焊接工艺参数存在着一定的偏差,主要表现在焊接时的加热温度上,相差值一般在10-20℃左右。为了得到最满意的焊接接头,对于不同厂家的产品分别进行工艺评定。
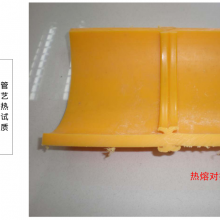
(2)同一生产厂家不同规格一一聚乙烯管道的焊接工艺参数主要受壁厚的影响,当壁厚发生变化时,各项焊接参数都要发生变化,这与钢管焊接时焊接工艺参数的确定有很大不同。在实际使用当中,可利用热熔连接的聚乙烯管道规格常用的公称外径有dn90、dn110、dn160、dn200、dn250、 dn315等几种规格,按照TSG D2002-2006《燃气用聚乙烯管道焊接技术规则》要求:当dn≤250mm规格时,在110mm≤ dn≤250mm规格范围内任选一个规格进行评定可以覆盖dn≤250mm所有规格:当250 3 试验接头的检查 试验完成后,首先对接头进行外观检查及翻边切除检查,合格后再进行破坏性试验。 (1)外观检查:1.1几何形状:卷边应沿管材外圆周平滑对称,尺寸均匀、饱满、圆润,翻边不得有切口或缺口状缺陷,不得有明显的海绵状浮渣出现,无明显气孔;1.2卷边的中心高度K值必须大于零即卷边***处的深度不应低于管材表面:1.3焊缝两侧紧邻翻边的外圆周的任何一处错边量不应超过管材壁厚的10%,两侧翻边高低大小应对称一致,其宽度、高度、焊缝中心高度应与管材壁厚相对应。 (2)卷边的切除检查:2.1应使用专用工具,在不损伤管材和接头的情况下,切除外部的焊接翻边,切除下来后观察,其背面应当是实心圆滑的,根部较宽,翻边下侧不应有污染、杂质、小孔、扭曲和破坏;2.2将卷边每隔50mm进行180”的背弯试验,不应有开裂、裂缝等现象,接缝处不得露出熔合线。 (3)破坏性试验:破坏性试验主要进行拉伸性能试验与耐压(静液压)强度试验,具体检验与试验要求可参照 CJJ63-2008《聚乙烯燃气管道工程技术规程》中热熔对接焊接工艺评定检验与试验要求进行。试件应送焊工考试机构或检验机构进行试验(有条件的评定单位,也可自行进行试验),并由其出具检验与试验报告,并且对其检验与试验结果负责,如果接头的各项性能参数优于管材本身,则判定接头为合格。 4结论: 现阶段,在尚无比较经济的手段对聚乙烯(PE)管道的焊接接头进行无损检测的情况下,我们按照TSG D2002-2006《燃气用聚乙烯管道焊接技术规则》的要求,对聚乙烯(PE)管道进行了焊接工艺评定,实践证明,经过焊接工艺评定得出的焊接工艺参数能够可靠***管道的焊接质量。
我公司长期提供【PE焊接工艺评定试件图片 PE材质焊接工艺评定 PE的焊接工艺评定 PE焊接工艺评定试件】,如果您对我们的【PE焊接工艺评定试件图片 PE材质焊接工艺评定 PE的焊接工艺评定 PE焊接工艺评定试件】感兴趣,请随时拨打下方的电话,点击留言或QQ与我交谈。联系我时,请说明是在供应商网上看到的,谢谢!
| 联系人 | 侯先生 |
|---|---|
| 手机 | 𐀕𐀖𐀗𐀘𐀙𐀕𐀚𐀙𐀛𐀛𐀙 |