精品橱窗

PE管材质分析价格250PE管材料分析PE管材料复检PE管材质二检项目PE管材料复检内容钢管焊接工艺评定熔体质量流动速率实验报告书耐候性焊接材料材质分析焊口评定
| 产品特性: | 材质复检 | 检测类型: | 行业检测 |
|---|---|---|---|
| 行业类型: | 材料分析 | 别称: | PE管材料复检 |
| 内容1: | 氧化诱导时间 | 内容2: | 断裂伸长率 |
| 内容3: | 熔体质量流动速率 | 内容4: | 静液压强度 |
| 报告: | 国家试验室 | 周期: | 20个工作日 |
钢管焊接工艺评定 怎样做焊接工艺评定,焊接工艺评定由谁出
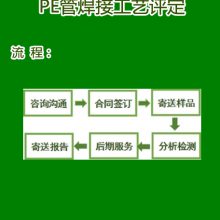
焊接工艺评定通常由制造厂的焊接工程师负责,大致的过程如下:
1. 按产品图样规定的产品制造标准,确定焊接工艺评定的标准。比如,按GB150制造的压力容器,焊接工艺评定按JB 4708-2005 《承压设备焊接工艺评定》。
2. 按母材的类别、厚度、接头形式、焊接方法、热处理要求等,确定需要做哪些评定。已有评定能覆盖时,就不需要再做了,
3. 编制焊接工艺指导书,按标准规定衫滚的尺寸制备焊接试样,由合格焊工进敬塌指行焊接,需要时进行焊后热处理。
4. 在无损检测合格的部位制取拉伸、弯曲等亮配试样,进行性能试验,合格指标按评定标准的要求,通常应不低于母材。
5. 评定试验结果,如果不合格,就调整焊接工艺指导书中的焊接参数,重复3、4步过程。
6. 如果试验结果合格,就收集所有相关资料,编制焊接工艺评定报告(PQR),按企业程序文件规定的流程签署存档,评定完成。

随着现代材料科学的发展,人工合成高分子材料以其优越的性能已成为重要的工程材料,聚乙烯材料(简称PE)即为其中之一,由聚乙烯材料制成的管材简称PE管,它肯有密度小、自身质量小、比强度高、化学稳定性高,能耐大多数酸碱的腐蚀;柔韧性好,施工方便;使用寿命长(可达50年以上),***害等优点,因此PE管成为我们“十一五”期间推广应用的一种新型绿色材料。近年来,PE管逐渐取代钢管而广泛应用于城市燃气输送管道。而在燃气管道施工中PE管的焊接属于关键技术,焊接质量的好坏直接关系到燃气管网系统的运行效果和使用寿命。因此,为确保PE管的焊接质量,在正式施工前要做好焊接工艺评定工作。
结论:随着PE管在城镇燃气管道中的广泛应用,PE管的焊接质量影响到燃气管网的安全运行,涉及到人民生命财产安全,但目前PE管的焊口缺乏无损检测手段,主要凭借焊环判断接口质量。因此,正式焊接前必须进行焊接工艺评定,以确定各品种规格的PE管焊接工艺指导书。在施工过程中,严格按规定的工艺参数和步骤进行管件焊接和安装,并对接环外观质量和几何尺寸严格把关,以确保施工质量。
一、焊接工艺评定的目的:是通过对管道热熔对接焊接、电熔承插焊接与电熔鞍形焊接接头性能的评价,验证拟定焊接工艺及参数的正确性。
二、管道元件制造单位和管道安装单位进行热熔对接焊接,有以下情况时应当进行焊接工艺评定:
(一)***采用一种焊接工艺参数;
(二)不同原材料级别(例如PE80与PE100)的管道元件互焊;
(三)同一原材料级别的管道元件,熔体质量流动速率(MFR)差值大于0.5g/10min(190℃,5kg);
(四)管道元件对焊接有特殊要求;
(五)施工环境与焊机工作条件有较大差距。
三、电熔承插焊接和电熔鞍形焊接的焊接工艺评定由管道元件制造单位在产品设计定型时进行,管道安装单位应当对其进行验证,验证项目为工艺评定规定的全部项目,验证的检验与试验按照第十条第(五)项规定。
四、管道元件制造单位或者管道安装单位(以下统称评定单位)进行焊接工艺评定时,应当符合以下基本要求:
1、焊接用管道元件符合本规则***章的要求;
2、焊接工艺评定试件由评定单位技能熟练的持证焊工操作;
3、焊接机具设备满足本规则第五章的规定,所用仪表在校准的有效期内且处于正常工作状态。
4、所用试件的切割、刮削、组对以及清理等工艺措施的操作规程,符合本规则第六章和附件B的规定。
5、焊接工艺评定试件的检验与试验(见附件A),由焊工考试机构或者有关机构(以下简称检验机构)进行(有采件的评定单位,也可以自行进行工艺评定试件的检验与试验),检验机构必须做好相关检验与试验记录,出具检验与试验报告,并且对检验与试验质量负责;
6、评定单位根据检验与试验报告编写焊接工艺评定报告,焊接工艺评定报告格式见附件B.
五、热熔对接焊的焊接工艺评定覆盖范围如下:
1、相同级别原材料的焊接工艺评定可以相互覆盖;
2、不同SDR系列管道(SDR11、SDR17.6)的焊接工艺评定可以相互覆盖;
3、当DN≦250mm的规格时,在110mmDN≦250mm规格范围任选一个规格进行评定可以覆盖DN≦250mm所有规格;
4、当250 注:DN为管道的公称直径,包括公称通径、公称口径,具体含义按照相关标准,单位为mm,下同。 六、进行电熔焊接工艺评定时,应当符合以下规定: 1、对所有规格的电熔管件和电熔鞍形管件,管道元件制造单位在设计生产时逐一进行焊接工艺评定,并且向管道安装单位提供相应的焊接工艺参数。 2、使用同一道元件制造单位提供的管道元件时,管道安装单位任选一个DN≧63mm规格进行验证即可覆盖所有规格。 七、评定单位应当保存焊接工艺评定有关的技术档案和焊接工艺评定试件,直至该焊接工艺失效为止。 我们根据客户送检样本进行焊接工艺评定试件的检验与试验,出具检验与试验报告,并且对检验与试验质量负责。
我公司长期提供【钢结构焊接工艺评定 宏观外观材质分析报告有编号 焊接参数工艺分析】,如果您对我们的【钢结构焊接工艺评定 宏观外观材质分析报告有编号 焊接参数工艺分析】感兴趣,请随时拨打下方的电话,点击留言或QQ与我交谈。联系我时,请说明是在供应商网上看到的,谢谢!
| 联系人 | 侯先生 |
|---|---|
| 手机 | 𐀪𐀫𐀬𐀭𐀮𐀪𐀯𐀮𐀰𐀰𐀮 |